Is there a white fog problem in electrolytic polishing? Three possible causes and solutions
White fog often occurs in electrolytic polishing Perfect polishing is out of reach
The causes that affect white fog must be considered from three aspects: materials, machines, and electrolytes From an aspect

Electrolytic cleaning/polishing principle
Alternating current application (AC Mode)
The electrochemical cleaning process uses the power of electrical current and an electrolyte cleaning solution to remove the thermochromic layer without altering or damaging the surface of the substrate. It will leave a clean surface without residue and promote the formation of a uniform and stable chromium oxide passivation layer, thus protecting the stainless steel surface from oxidation. Electrochemical cleaning should always be performed in AC mode.
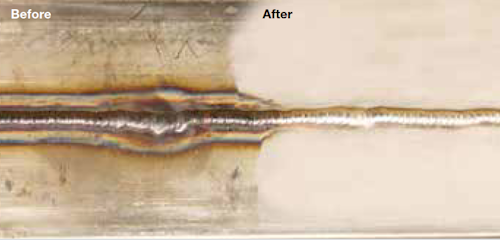
▲Comparison before (left) and after (right) AC treatment
(source: Surfox weld cleaning system for stainless steel, watler)
If the workpiece is observed under a 100x microscope, it should have an uneven surface, and the surface will also be covered with a layer of oxidation formed by thermal reaction along with the fluctuations. membrane or other substance. As shown on the left side of the figure below. After using electropolishing equipment in AC mode, the overlay is removed to obtain a clean surface, restoring the area to its original metallic color.
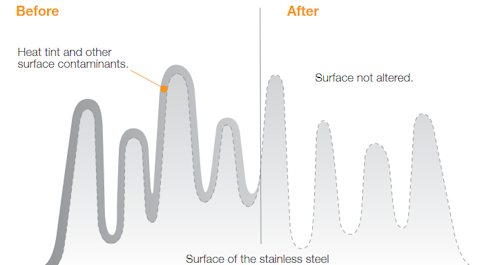
▲Comparison before and after 100 times microscopic surface alternating current treatment
(source: Surfox weld cleaning system for stainless steel, watler)
Direct current operation (DC Mode)
Electrochemical polishing is a process that removes substrate from a workpiece and brightens the weld. This process changes the surface and is primarily used to clean welds on mirror materials. Available DC (direct current) mode for electrochemical polishing.

▲Comparison before (left) and after (right) DC treatment
(source: Surfox weld cleaning system for stainless steel, watler)
Similarly use a 100x microscope to microscopically view the surface of the workpiece, and change it to DC operation. The undulating surface can be smoothed through a relatively strong electrolyte, and By removing the covering layer together, you can obtain not only the original color of the metal, but also a polished mirror effect. The picture below shows the right half.
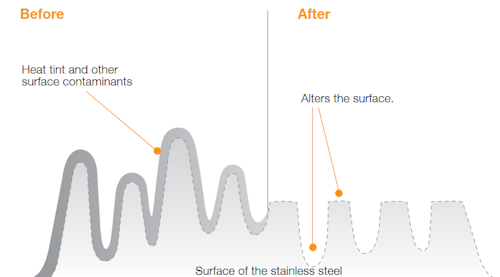
▲Comparison before and after 100 times microscopic surface DC treatment
(source: Surfox weld cleaning system for stainless steel, watler)
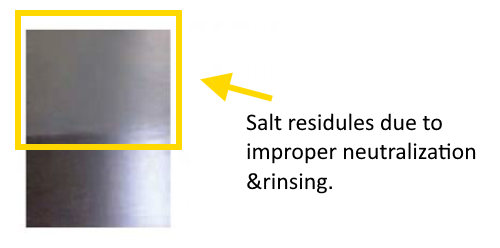
Hazy White Discoloration/ White Haze Surface/ Cloudy Surface
Salt precipitation occurs due to improper rinsing or neutralization after electrolytic polishing. Neutralization is necessary to block the action of acids used in electrochemical and electrolytic polishing processes. If the acid is not completely neutralized, it will continue to interact with the stainless steel surface. It is generally used to clean with water after electrolytic polishing. However, rinsing with water is not enough to effectively neutralize the acid on the surface. It will only dilute the effect of the acid, which is time-consuming and labor-intensive, and also carries the risk of residue.
| Question type | Cause | Solutions |
|---|---|---|
| Equipment | The current intensity is too high |
|
| Electrolyte | The electrolyte is highly reactive |
|
| Material | Uneven substrate material |
|
Recommended operation methods to avoid white fog - taking the SURFOX system as an example
- Use SURFOX MINI/305 electrolytic polishing machine, adjust to AC or DC mode, wet the SURFOX T electrolyte with a carbon fiber brush, and go back and forth on the oxidized and discolored areas of the welding scrub.
- After cleaning the weld bead, use a clean cloth or paper towel to wipe the affected area from left to right in a wiping motion. Then discard the cloth or paper towel.
- Spray the area to be treated with SURFOX-N Cleaning Neutralizer and let sit on the surface for 15 seconds.
- Use another clean cloth and absorb the water and wipe the affected area from left to right.
NOTE: Failure to neutralize or properly neutralize SURFOX-T electrolyte solutions will result in table The surface is cloudy, foggy and dull.
Recommended operation method for restoring original color of white fog - taking SURFOX system as an example
Just follow the first step above, use DC mode throughout, and brush back and forth until the white mist disappears. Follow-up actions are the same as 2, 3, and 4 above.

▲After improvement, the white fog problem disappeared - after improvement (left), before improvement (right)
SURFOX N Electrolytic Neutralizer

Cleaning and neutralizing formula
SURFOX-N is an innovative water-based product for cleaning and neutralizing Surfox electrolyte solutions. SURFOX-N can neutralize acidic solutions such as SURFOX-T. It works on all types of materials, including aluminum, stainless steel and titanium.
Features and advantages:
- Ready to use, just spray and wipe
- Neutralizing acidic solution
- Clean the surface before and after treatment
- Prevents the formation of salt deposits (hazy white discoloration)
- Use SURFOX to clean around welds
- Easy and quick to use, suitable for reflective and matte surfaces
- Water-based and label-free
- VOC-free, non-flammable
- SCAQMD compliant
- NSF Registered under Class Code A1, Registration Number 142985
SURFOX T electrolyte (NSF certified)

SURFOX T is an aqueous acidic electrolyte solution for quick and easy cleaning of stainless steel and is used in conjunction with SURFOX equipment to remove rust from welds.
- Developed specifically for demanding TIG, spot and pulsed MIG welding
- A safe alternative to pickling pastes and corrosive acids
- No hydrofluoric acid, no nitric acid
- Eliminate light scale
This high-performance electrolyte solution consists of phosphoric acid and other additives, making it the perfect solution for demanding welding cleaning applications. SURFOX-T is designed for cleaning TIG, spot and MIG welding. If SURFOX-T uses direct current, the weld is electropolished. SURFOX-T contains additives that enhance the polishing effect while removing rust and other contaminants from welds.
CONTACT US
Kelly Chemical Corporation
Electronics
TEL:(02)2762-1985 ext 11200
Online Message
Leave your contact information,
and we will get in touch with you soon.
Email Consultation
After receiving your email,
we will process it as soon as possible.send Email


